「ステンレスの熱処理」

「熱処理・水素還元技術ナビ」サイト公開のお知らせ

「熱処理・水素還元ナビ技術ナビ」
https://www.h2-annealing.com/
トップページバナーからもアクセス可能です。
皆様よろしくお願いいたします
ステンレスの熱処理
今回は「ステンレス編」になります。
「ステンレス」ほとんどの方が携わっている合金ですね。製造業の方でなくとも知っています。
錆び(Stain)にくい(less)のでステンレス。
ステンレスは大きく分けて
1)オーステナイト系 (SUS304・316など)
2)フェライト系 (SUS430など)
3)マルテンサイト系 (SUS420J2など)
4)析出硬化系 (SUS630など)
5)オーステナイト・フェライト系(SUS329J1など)
その他色々な種類があり、最も身近な材質でもあります。
食器などにも使用されるSUS304、シンクなどに使用されるSUS430、
ハサミなどにはSUS420J2というように普段の生活に浸透しているものばかりです。
特に水に強い!というSUS304の成分は「18Cr-8Ni―他」です。
(製品表記には18-8ステンレスとなっている場合もあります)
これで何でも作れば強度もあって、水にも強い。まさに無敵の材質です!
とはいきません。それなりに問題点もあります。
その問題を熱処理で解決できることがあります。
今回はステンレスの「固溶化処理」と「応力除去焼鈍処理」という熱処理になります。
「オーステナイト系ステンレス」
一般的なオーステナイト系ステンレスの定義はカーボンが1.2%以下、
クロムが10.5%以上含有していること、となっています。
オーステナイト系ステンレスは「不動態被膜」というものに守られていて、
被膜が傷ついても瞬時に再生することが出来ます。
そのおかげて錆びない、酸に強い、ニッケルが入ると塩にも強い、という材質です。
まさに無敵!のように感じますが、問題が無いわけではありません。
今回はサーマル化工で取り扱いの多い、オーステナイト系ステンレスの事例を上げます。
SUS304は加工を施すと加工硬化が起き、激しく歪んだり、薄い部分が割れてしまったりと
図面通りの寸法が出せないという問題があります。
外部ひずみを加工前後に軽減させる熱処理「応力除去焼鈍処理」をおこなうことで
加工ひずみの問題を解決することが可能です。
その事例ですが、素材から加工すると図面に記載されたように変形し、悩んでいる
お客様の問題は「応力除去焼鈍処理」で解決しました。
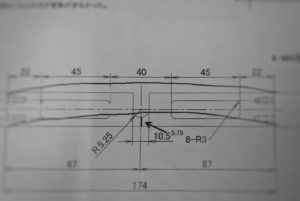
※フラットバーを図面のように加工したが「応力除去焼鈍処理」無しでは手書き線のように歪んでしまった。
このような工程は高純度の水素雰囲気下で熱処理をおこなう必要があります。
また、ステンレスは種別や目的によって温度が異なります。
大気中で処理を行ったり、雰囲気を形成出来ていなかったり(真空でも同様のことが言えます)
熱処理条件を間違えるとステンレスの特性が激しく劣化する為、知識と経験が必要です。
そのような知識と経験は50年以上の実績があるサーマル化工の熱処理技術で対応いたします。
「水素雰囲気による熱処理」に関してはこちらをご覧ください。
「磁性ステンレス(JIS規格参照)」
ステンレスは各鋼材メーカーにより多くの種類がつくられており、販売されています。
JFEスチール株式会社 日本金属株式会社 など多くの会社が製造、取り扱いをしています。
JIS規格でのオーステナイト系ステンレス(代表的なものになります)
SUS301(CSPはバネ用材 -の後のHはハード材を示します)
SUS304(代表的なオーステナイト系)
SUS316(LはLOWカーボン材)
SUS310S(耐熱鋼、サーマル化工の設備なとでも使用しています)
磁性ステンレス鋼
KM 31 35 38(F・Lの表記あり) 東北特殊鋼製
GDM 4 日本高周波鋼業製
一般的には非磁性(純鉄、パーマロイのように磁性が無い)ですが、磁性材料として
使用できるステンレスもあります。(磁気特性に関しては各社ホームページをご参照ください)
磁性材料は加工途中に発生する不純物を除去しないと満足な磁気特性が得られません。
それにはきわめて純粋な水素雰囲気下での「焼鈍」を各メーカーで推奨しています。
「磁気焼鈍」はこちらをご覧ください。
「光輝焼鈍の熱処理が可能な技術」
オーステナイト系ステンレスは
1)耐食性(水に強い、錆びにくい)
2)耐酸性(酸に強い、劣化しにくい)
3)非磁性(磁石につかない)
特に2)の特性を上げるには「固溶化処理」という熱処理が必要です。
「固溶化処理」はオーステナイト系ステンレスでは最も一般的な熱処理で1100℃前後の
高純度水素雰囲気、もしくは高真空中の酸素がほとんど無い条件で行わないといけません。
大気や不活性ガスで行うとあっという間に酸化し変色してしまい、
次工程で酸洗処理などの工程が増え、高コストの要因になります。
ただし、ただ行えばよいものでは無く、冷却時に「急冷」が必須条件となります。
約800℃から500℃の間をゆっくりと冷ましてしまう「徐冷」を行うと、
1)と2)の特性が得られなくなります。これを「低温脆性」と呼び、
ステンレスの熱処理は実績と経験が重要です。
また、ステンレスは熱処理による膨張と冷却による収縮が激しく起こり、部品形状により処理方法が異なります。

※0.1mmオーステナイト系ステンレス1100℃→急冷
膨張収縮、表面に凹凸がでます。
この現象を防いだり、加工硬化による変形を軽減させるには
「応力除去焼鈍」が必要です。「固溶化処理」よりも低温でおこないますが
この温度帯の処理を行う会社は少なく、温度も一定(例えば1100℃のみなど)稼働するのが一般的です。
サーマル化工は24時間連続稼働、多くの温度帯を同時に処理が可能な設備を保有しています。
「設備一覧」に関してはこちらをご覧ください。
高温、長時間、雰囲気下(もしくは真空下)で熱処理をおこなうと金属表面が活性化され
溶着がおこります。要因は色々考えられますが、
- 「炉内一杯に詰め込みすぎ」
これは最も溶着する要因です。特性のばらつきにも繋がり、ほぼ全数が不良となる原因です。
- 「重ねすぎ・治具に入れすぎ」
オーステナイト系ステンレスは熱処理後、硬度が落ち、ほぼ全数が不良となってしまいます。
- 「不十分な前処理」
切削油やコンタミは製品同士の溶着につながるだけでなく、表面の変色が必ず発生します。
- 「乱雑な治具への投入」
質量が合っているからといってバラバラに投入するのは絶対に行ってはいけません。
溶着・変形し、部品として使用することは出来なくなります。
- 「整列処理・整列梱包の経験不足」
ステンレスは治具への整列、投入量の標準化を図っていても、形状により溶着します。
一度熱処理したオーステナイト系ステンレスは再処理出来ない材料です。
サーマル化工では50年以上の経験で、形状別に投入方法のノウハウがあります。
また、軟化した熱処理後の製品を衝撃から製品を守る梱包手法のご提案も行っています。
「部品加工例」はこちらをご覧ください。
「焼鈍」専用ページはこちらから
近年は部品形状もより小さく、より細かく、より高精度を求められています。また、
複雑な処理条件にも対応できます。疑問、課題、ご不明な点などございましたら、
お問い合わせフォームにご連絡いただければ幸いです。
次回は「非鉄(銅・真鍮・アルミ)」に関しての投稿になります。